| | | Nonchangeable Oil-hardening Steel | |
 化学成份Chemical Composition (典型分析结果 %Typical analysis in %) 化学成份Chemical Composition (典型分析结果 %Typical analysis in %) | CSiMn Cr Mo V | | | | 0.90 0.301.200.60.60.1 | |
| |
| | | 剥皮圆钢(mm) | φ8、10、12、14、16、18、20、25、30 | | 35、40、45、50、55、60、65、70 | | 车光圆钢(mm) | φ75、80、85、90、95、100、110、120 | | 130、140、150 | |
| |
| | | 宽width (mm) | 205 | 255 | 305 | 355 | 405 | 455 | | 厚度 (mm)Thickness | | 12-20 | ● | ● | ● | ● | ● | ● | | 25 | ● | ● | ● | ● | ● | ● | | 30 | ● | ● | ● | ● | ● | ● | | 35 | ● | ● | ● | ● | ● | ● | | 40 | ● | ● | ● | ● | ● | ● | | 45 | ● | ● | ● | ● | ● | ● | | 50 | ● | ● | ● | ● | ● | ● | | 55 | ● | ● | ● | | | | | 60 | ● | ● | ● | | | | | 65 | ● | ● | ● | | | | | 70 | ● | ● | ● | | | | | 75 | ● | ● | ● | | | | | To | ● | ● | ● | | | | | 90 | ● | ● | ● | | | | 注:●尺寸规格为常备供货钢材 Regular Size |
| |
| | 相同牌号 Corresponding Materials | | 美国 (AISI) | 瑞典 (ASSAB) | 德国 (DIN) | 日本 (JIS) | | O1 | O1 | DF-2 | 1.2510 | SKS3 | |
| |
| DY-O1 特性与使用方法 Characteristics and Applications |
| 特性 | 用途 | | | ●真空精炼钢质纯净; ●球化退火软化组织易于切削加工; ●淬火时具有很高的硬度; 回火后具有较好的尺寸稳定性。 | ●广泛用于制做厚度不大于8mm的冲裁模、冲压模、弯曲模、精整模; ●也被大量用于制做量规、量具、木工刀具及车床顶针等; ●也被广泛用于制引导衬套、顶针、板牙、丝针等。 | |
| 特别提示:圆钢制做压印模时敬请先取样试用。 |
| 工模具用途 | 使用硬度 | | 冲切、冲孔、修边模 ≤3mm 3-6mm 6-10mm | 60-62HRC 56-60HRC 54-60HRC | | | 工模具用途 | 使用硬度 | | 成型加工模 弯曲、拉延、轧边 压印模、量具、量规 车床顶针、导柱、 导套、丝针、板牙 | 56-62HRC 56-60HRC 58-62HRC | | |
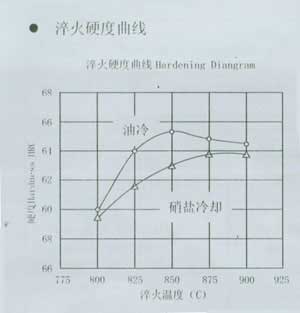
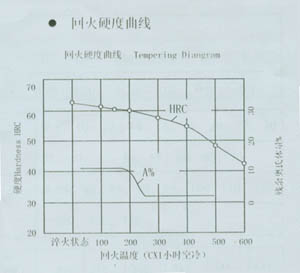
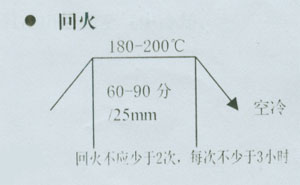
| 热处理 |
  |
| |
| 特别提示: 1、小型模具或工件应在2小时内送去回火处理,否则极易产生开裂质量事故。 2、成品工件为防止表面脱碳导致硬度及耐磨性降低,建议采用真空炉热处理。 当采用电阻炉热处理时应放置适量铸铁屑加以保护。 |
| |
| DY-O1特性与使用方法 |
| |
| |
| ●软化退火 为改善切削加工性能,对于已硬化钢,软化退火温度为780℃保温一定时间(至少2小时以上),在炉中以每小时不大于15℃冷却速度降至650℃后开炉门冷至接近空气温度,退火后硬度约190HB。 ●消除应力退火 粗加工后的精密模具,应进行消除应力退火处理,去应力退火的方法是将工件加热到650℃,均热保温2-4小时,在炉中缓慢冷却至低于350℃后,出炉在空气中冷却。 |


 扁钢 FLAT
扁钢 FLAT